
dlGM-stampo
Profili ZONE 2 di Gerald Taylor
IN COSTRUZIONE!!!!
Cliccare sulle immagini piccole per l'immagine ad alta risoluzione
Fra i miei F3K autocostruiti fino al 2010, senz'altro il dlGM-8 è quello che vola meglio. Pertanto, in associazione con Federico Montanini, sono passato alla costruzione di uno stampo, pianta simile ma finalmente ellittica e profili ovviamente Edge.
Ecco il link alla discussione e alle coordinate su RC-Groups dei profili EDGE: http://www.rcgroups.com/forums/showthread.php?t=1348570
COSTRUZIONE STAMPO ALI
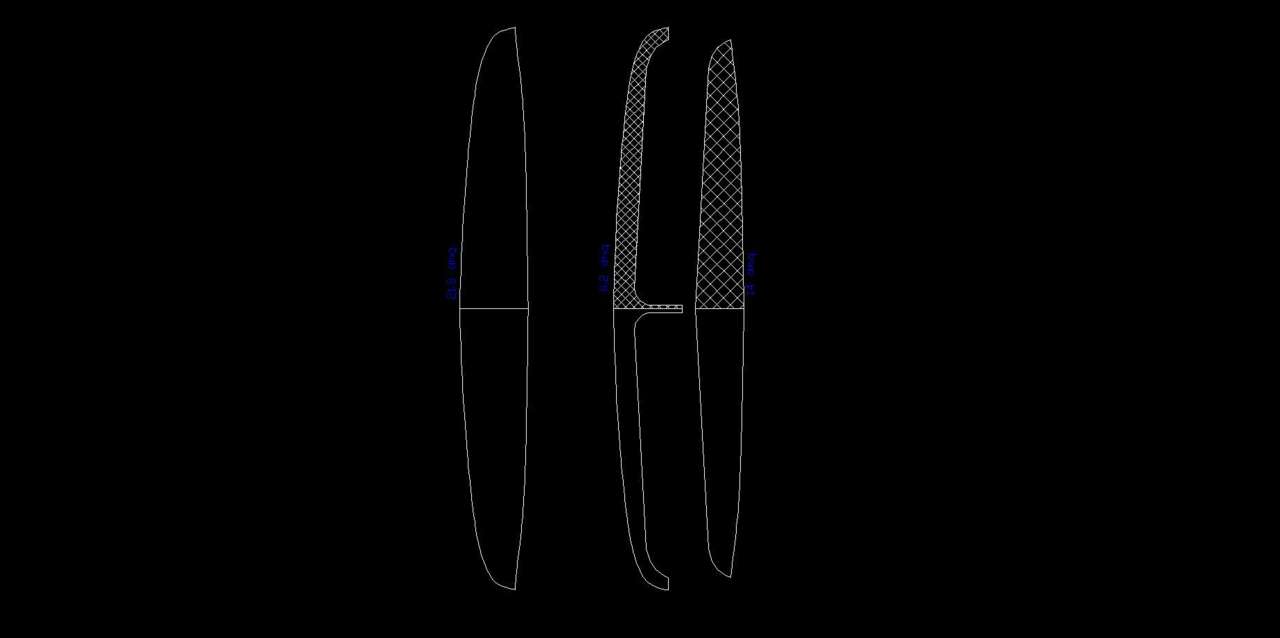
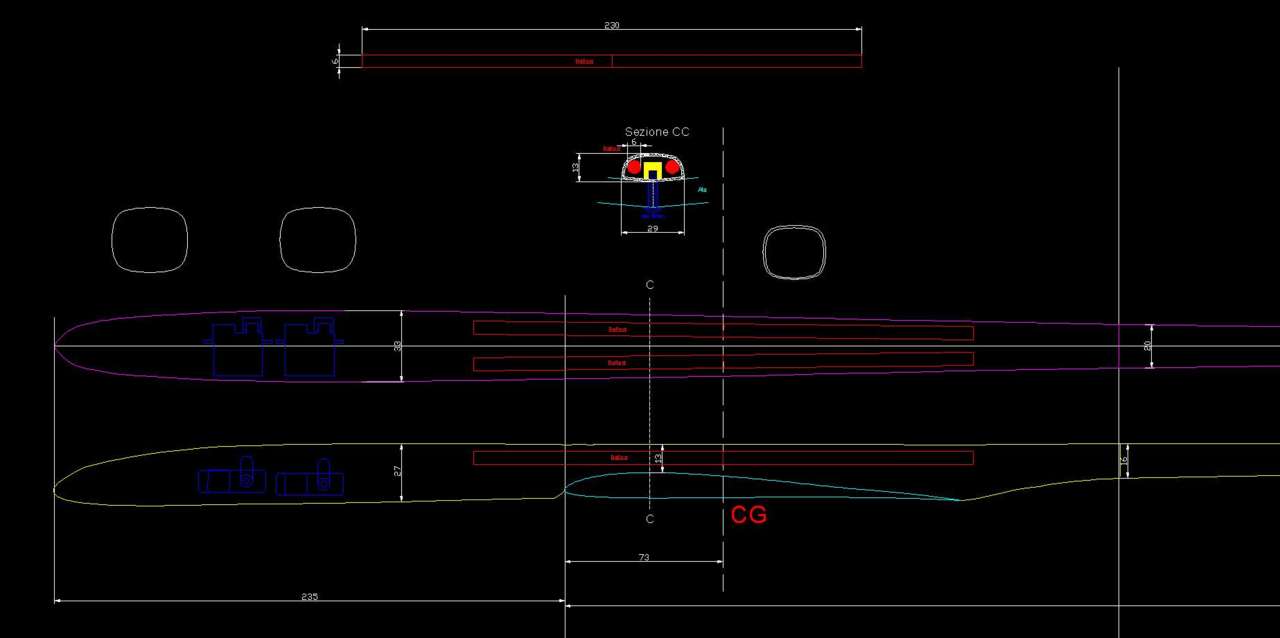
La pianta alare è molto simile a quella del dlGM-8 e 9, ma ellittica e con le corde di estremità un pò maggiorate. Il disegno dell'ala è stato realizzato da Federico Montanini con Rhino. I profili Edge sono molto sottili soprattutto alle estremità, cosa che non va molto daccordo con le corde strette di estremità della pianta originale, pertanto la pianta è stata leggermente modificata per aumentare le corde di estremità e avere, quindi, uno spessore leggermente maggiore (che si traduce in qualche decimo di mm di spessore in più e quindi maggiore rigidità a flessione a parità di materiale). L'ala è formata dall'evolversi di diversi profili Edge da radice ad estremità.
Il diedro è 5.5°, la superficie 21.8dm^2.
Ecco la pianta.
Lo stampo è stato fresato in resina. Si notano i segni lasciati con la fresa, che andranno via con la 600 ad acqua.

Dopo la 600, sono passato alla 800, 1000 e 1500. Poi un pò di pasta abrasiva fine e finalmente il polish. Ecco il risultato:

Dopo aver incerato lo stampo con 10 mani di resina e soprattutto una mano di alcool polivinilico, a spruzzo, sono partite le prove.
COSTRUZIONE ALI
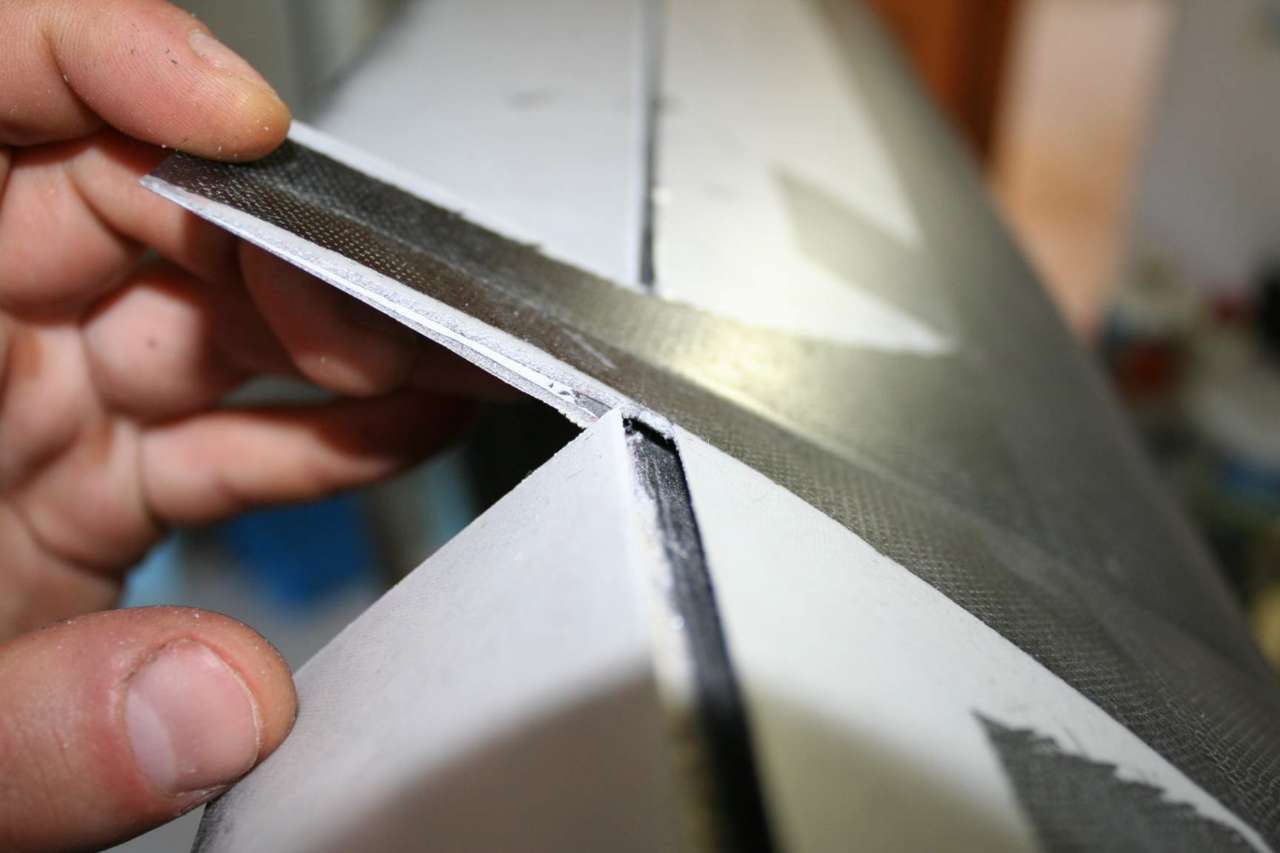
Una struttura a sandwich è composta da uno strato rigido esterno e uno interno con interposto un materiale resistente a compressione che consente di conservare la distanza fra i due strati esterni.
Generalmente, per le ali dei dlg, si usa soprattutto fibra da 25 sia per lo strato interno che quello esterno, con vari irrobustimenti in carbonio nei punti più sollecitati. Per lo strato interno si può usare balsa, herex, rohacell, della minore densità possibile. Il rohacell è di gran lunga il più costoso, ma anche il migliore perchè ha la stessa resistenza a compressione dell'herex da 55, ma a minore densità. La balsa è pesante, a meno di usare spessori esigui (0,6mm), inoltre la balsa soffre l'umidità svergolandosi. Anche il rohacell è permeabile all'acqua, ma non si svergola.
Abbiamo fatto una grossa provvista di rohacell 31 IGF, l'unico di questa densità adatto a queste leggerissime ali. E' molto costoso, ma la resina presenta una ottima aderenza su questo materiale.
Al posto del vetro interno, ho provato vari materiali alternativi, fra cui il sottilissimo mat di carbonio da 8g/m^2 in vendita presso la R-G. Tale mat ha la stessa resistenza del vetro da 25 ma a peso inferiore, sempre a patto di riuscire a rimuovere tutta la resina in eccesso. Nella prossima foto, questo leggero mat, usato come strato interno:

Altra foto dello stampo, in cui si nota lo scaletto e i morsetti per chiuderlo:

La prima ala, con d-box in tela di carbonio da 93, strato esterno in vetro da 25, strato interno in mat da 8. Il procedimento non era ancora ottimizzato, il peso è basso ma ancora non ottimale vista l'alta quantità di resina e microballons utilizzata per la chiusura.

Altra ala, in cui si nota la chiusura e l'alettone. Ala ancora un pò pesante.
Nella prossima foto, ecco il telaio per il dissser. E' ricavato da 4 listelli di abete, dei piccoli chiodini i chiodi consentono il posizionamento del sottile rowing da 67K. Appena posizionato il sottile rowing, si cosparge di 3M77, e un pò anche sulla fibra da 25. Prima che si asciughi, si poggia il telaio sulla fibra e si rulla per consentire l'incollaggio. In questo modo si ottiene una fibra che si deforma pochissimo e contiene già il disser preincollato.

Durante la laminazione, la resina scioglie la 3M77.
Ecco la foto del secondo strato in fibra da 25 + disser. Si intravede il carbonio del longherone e lo scasso per aiutare l'esecuzione della cerniera.

I longheroni vengono ottenuti tramite herex da 75 o balsa, con fibra di vetro a 45° lateralmente (ottenuti a parte). Ecco l'incollaggio dei longheroni al secondo strato:

Dopo essermi consultato con un altro ottimo costruttore, Gianmaria Battistella, ho deciso di realizzare i longheroni in due pezzi, ovvero incollo i longheroni sia sul ventre che sul dorso, porto a filo bordo stampo con un tampone, poi in fase di chiusura stampo incollo le due metà.
Ecco come si portano i longheroni a filo stampo.

Sul ventre, per via dell'esiguo spessore del profilo, c'è da prestare qualche attenzione in più poichè, alcune zone del ventre, nei pressi della cerniera, sono più sporgenti dei bordi dello stampo (il profilo è impercettibilmente concavo-convesso).
Suglio alettoni uso la calza in carbonio, più rigida torsionalmente.
Tutto pronto per mettere il mix di resina e microballons per la chiusura:

Altra ala finita:

Altra ala in fase di chiusura, stavolta con i comandi RDS, procuratemi da un modellista sloveno.
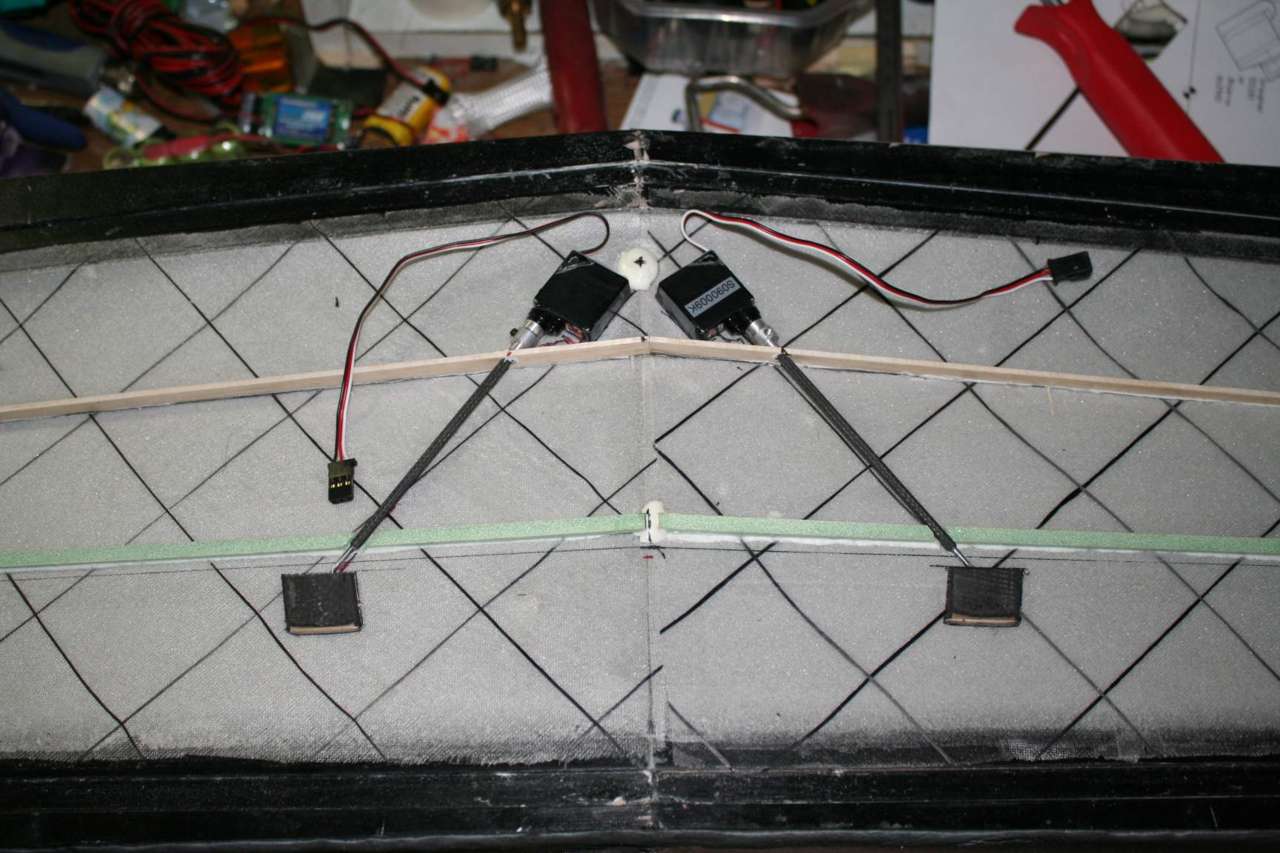
Come servi alari uso gli Hyperion.
Altra ala pronta per la chiusura, stavolta i longheroni secondari sono entrambi in calza di carbonio.

Ala finita in textreme, con sistema RDS:
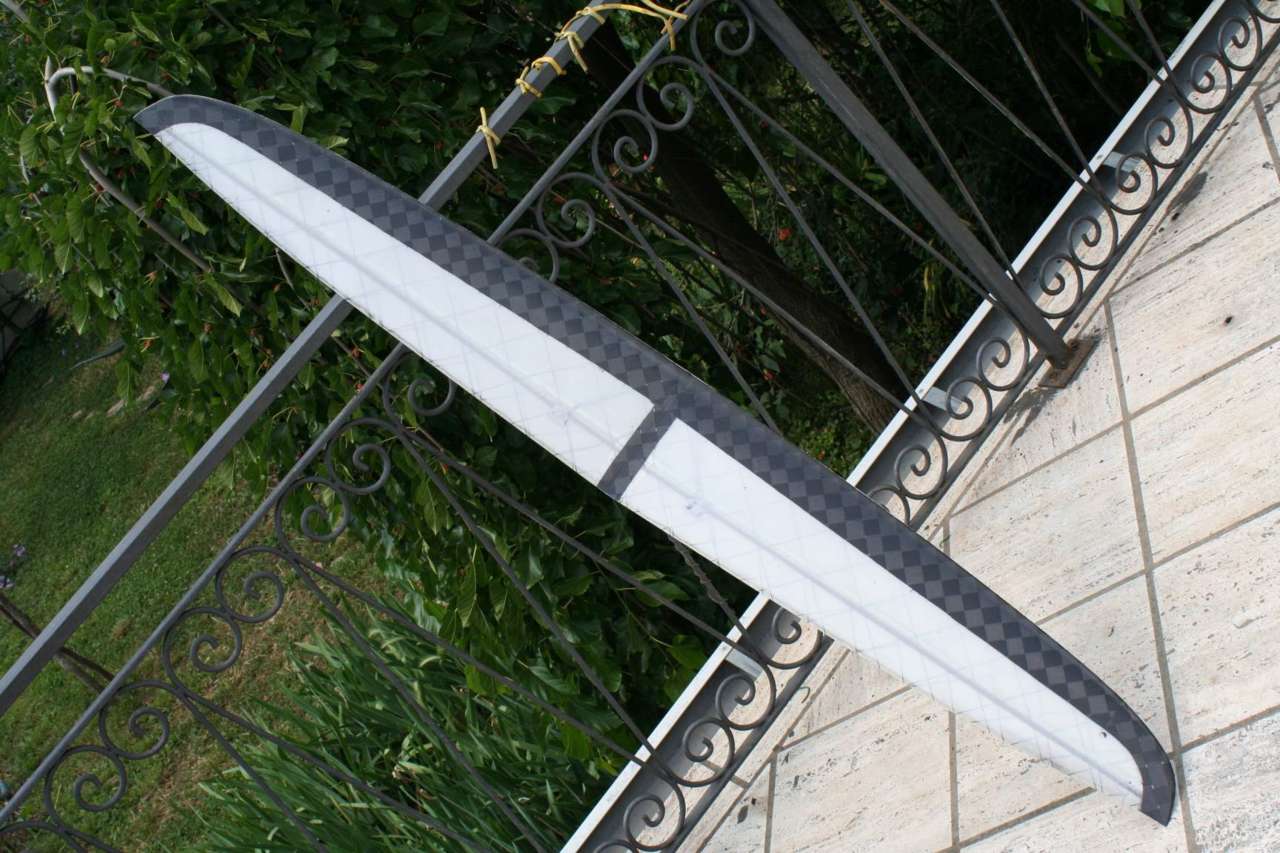

Il peso delle ultime ali si aggira sui 145 grammi incluso i servi (18g) e il sistema RDS (7g) , molto poco se si considera che l'ala del mio Stobel ne pesa 150.

Il Textreme da 80, oltre ad avere caratteristiche migliori del carbonio da 93, ha anche un impatto visivo maggiore.

Particolare sulla costruzione della paletta di lancio:

Paletta di lancio completata:

FUSO
Ho deciso di realizzare un nuovo stampo per impegare meno tempo nella costruzione delle fusoliere, infatti le sedi delle viti sia dell'ala che del pianetto sono integrate nello stampo. Altro mio obiettivo era realizzare una fusoliera che avesse una sezione frontale inferiore a quella che ho usato sul dlGM-8 e 9, una capacità di ballast maggiore, infine più corta per contenere l'inerzia.
Infine, visto che le fusoliere si realizzano col metodo del palloncino internamente, volevo uno stampo in grado di reggere 4 bar di pressione.
Come al solito ho progettato le viste frontali e laterali con autocad:
Ho tagliato il pod con la TGA usando un estruso denso (per il boma ho usato un master vecchio e l'ho unito), dopo una attenta modellazione ho rivestito il tutto di fibra, stuccato, verniciato e realizzato lo stampo.
Ecco due foto del master della fusoliera, verniciata in bicomponente da carrozzeria:


Particolare della realizzazione dello stampo, si nota il karman e le viti:

Lo stampo è realizzato in carbonio e poraver.
In questa foto si notano i tessuti usati per fare alcune fusoliere, di peso medio:

Tela carbonio da 90 + 1 strato di UD da 80, muso in kevlar. Vari rowing a scalare e nastri UD
Metodo per tenere i tessuti abbassato durante la chiusura dei due semistampi.

Si nota il doppio pallone interno, necessario per via della brusca variazione di sezione e degli spigoli in prossimità del BE.
I semistampi si serrano con i morsetti:

Nonostante lo spessore dello stampo, 4 bar di pressione inducono uno stampo anche molto robusto a serie sollecitazioni.
Ecco la prima fusoliera con l'impianto radio già installato (2 x JR 285):

Si nota anche il ballast. In queste fusoliere entrano, senza problemi, oltre 150g di ballast.
Particolare della fusoliera.

Nuova fuso con ST!

Ecco i layers usati:
- strato superficiale di textreme da 80
- strato di carbonio UD HM da 100g/mq
- rowing sottile lungo il boma
- strato addizionale di UD, ma a 90°, in prossimità dei punti più sollecitati (nei pressi del BE e del BU)
- il naso è formato da 3 strati di tela di kevlar da 60 e uno strato di UD di kevlar largo 25mm.
La fusoliera è ben bilanciata, il modello si bilancerà con poco piombo.

PIANETTI
Per i pianetti uso un estruso bianco di ottima robustezza:
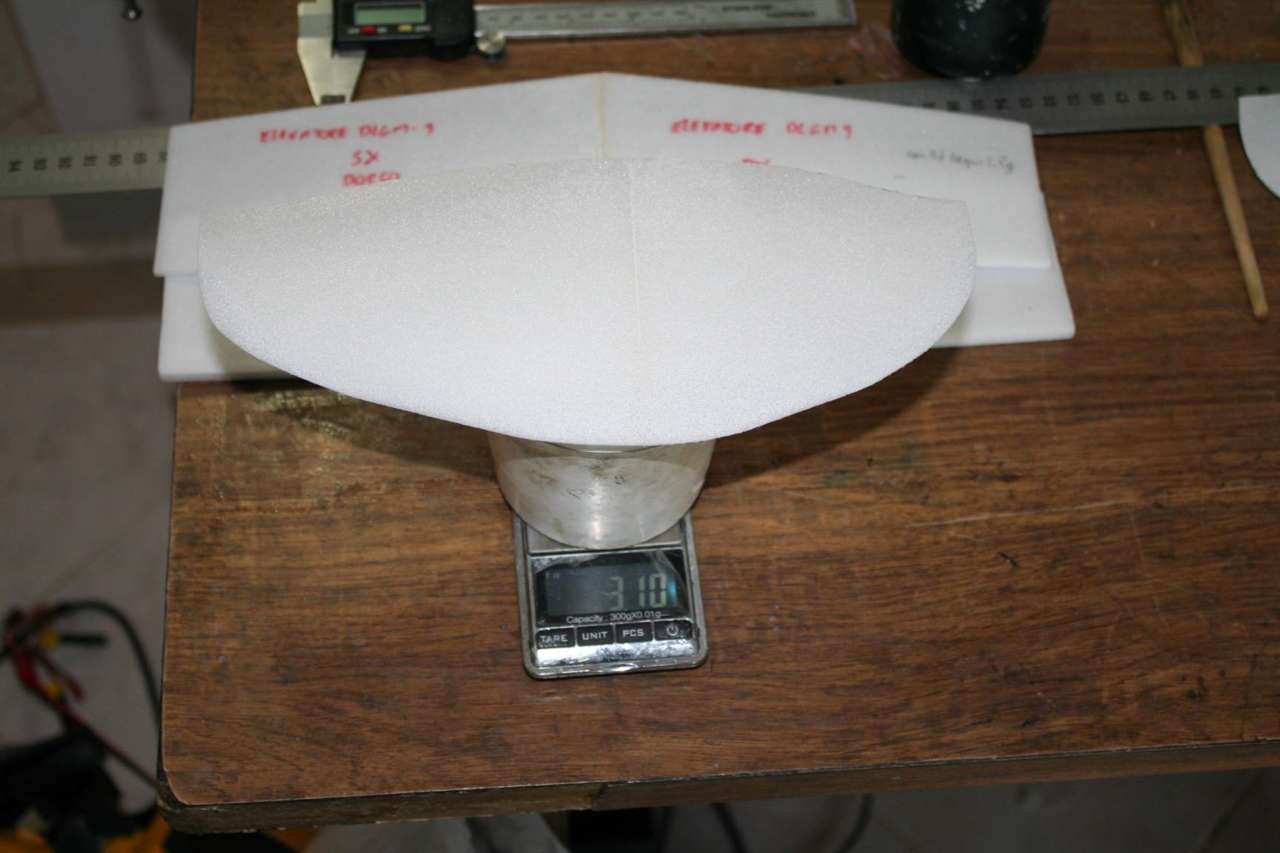
Il direzionale è da 2,1 dm^2, il quota da 2.2 dm^2
Direzionale finito:

Quota finito:

I comandi sono, come al solito, con molla a torsione e filo di kevlar o treccia metallica.
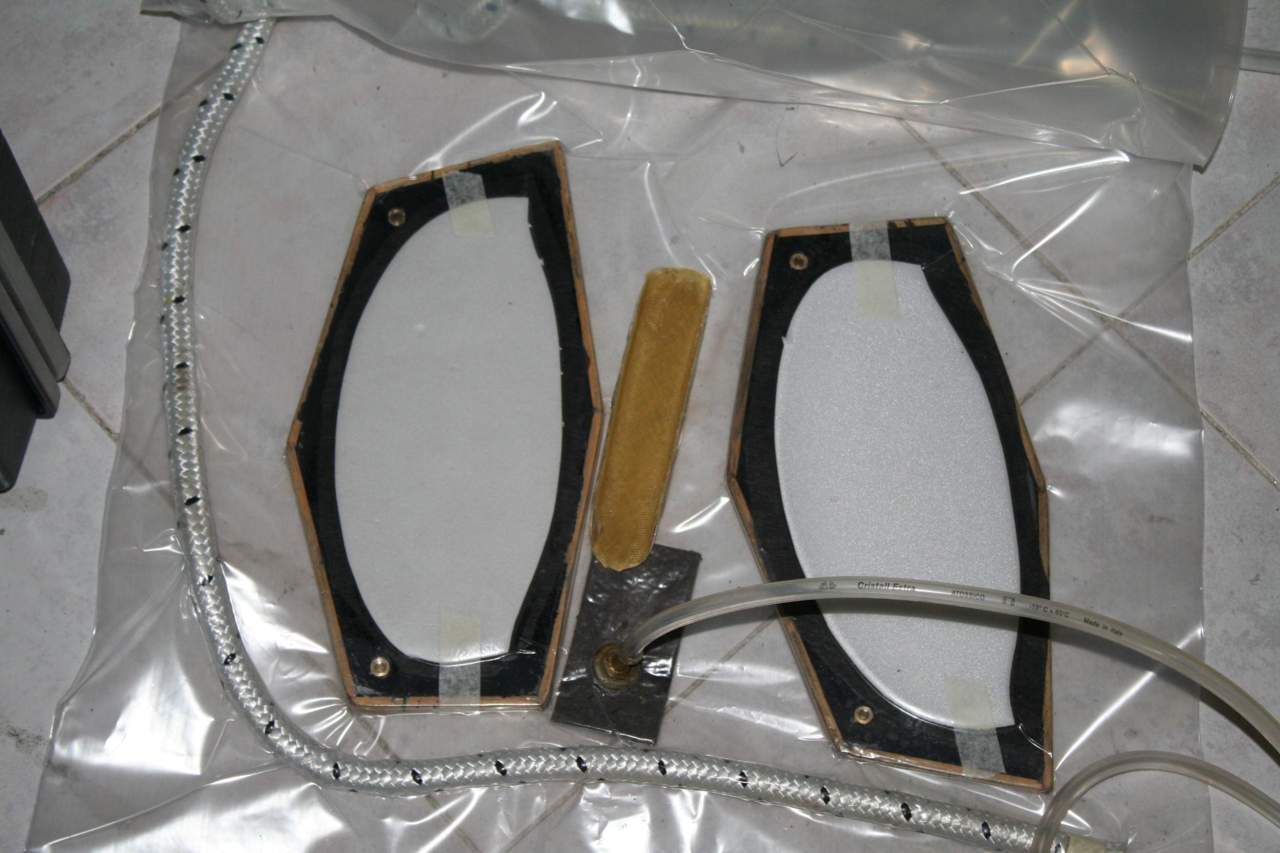
Nuovi direzionali.
Realizzazione: si parte da uno stampo, dopo l'applicazione dei distaccanti, si stende la resina e poi una fibra sottile.Si rimuove la resina in eccesso e si mettono, in ognuno dei due semistampi, delle sagome in estruso (o depron) grandi quanto il direzionale. Il tutto va nel sacco a vuoto, ad alte depressioni (-0.7 atm) in maniera tale che il polistirolo si deformi e segua le curve. Al termine della catalisi, si passa con attenzione un tampone di carta smeriglia sui due semistampi fino a portare a livello dei bordi dello stampo il polistirolo. Le due metà vanno poi unite, con un pò di resina e microballons sui bordi e della colla a contatto al centro. Il risultato è più rigido, a parità di peso, dell'analogo in polistirolo ricoperto anche se non si riesce a scendere troppo di peso per via dell'incollaggio delle due metà.
IL VOLO
Non si dovrebbe giudicare un proprio prodotto, pertanto mi limiterò in questo.

Il modello percorre molta strada perdendo poca quota. A 275g corre abbastanza ma non moltissimo. Se ballastato con una cinquantina di g, comincia a correre di più, ma non è un modello che tende a stallare facilmente.
Questo modello pesa solo 262 grammi, e va bene anche in condizioni di vento debole:



SUCCESSI
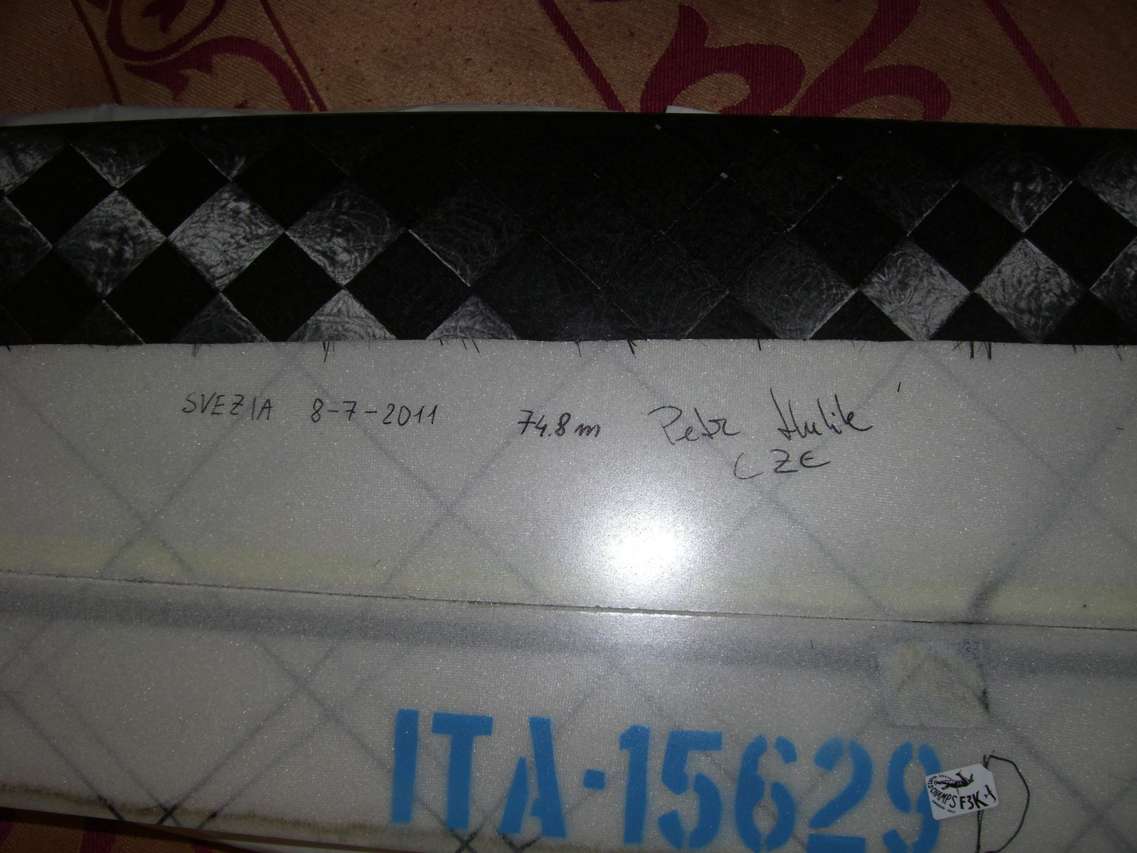
Uno dei due modelli realizzati per i campionati mondiali di F3K ad Arboga:

Il modello era stato appena realizzato (non ancora a punto).
Il modello ha partecipato alla gara di lancio, lanciato da Petr Hulic, è salito fino a 74.8m.
Ecco il video di lancio:
http://www.youtube.com/watch?v=PELp0vb0bC8&feature=related
In condizioni di vento zero Petr ha lanciato circa 65 metri. Personalmente, in aria calma, supero di poco i 50m, ottenendo un paio di metri in più che con lo Stobel V3.
Romans, Francia, agosto 2011, gara di Eurotour. In queste condizioni ventose ho unicamente usato un modello da 266g caricato, 9 manches su 10, con 50g di ballast, ottenendo il terzo posto:

Fiano Romano, 2 ottobre 2011, 3° prova del campionato italiano. Condizioni termicose. Ho usato un modello da 262g, ottenendo il primo posto:

Fermo, 2012, prova di campionato italiano. Secondo posto

Pantigliate, 2 ottobre 2012, finale di trofeo.. Terzo posto.

Chamblay, campionato Europeo 2012. Terzo posto a squadre.
